|
|
|
|
|
|
Gleismaterial
|
|
|
|
|
|
|
|
|
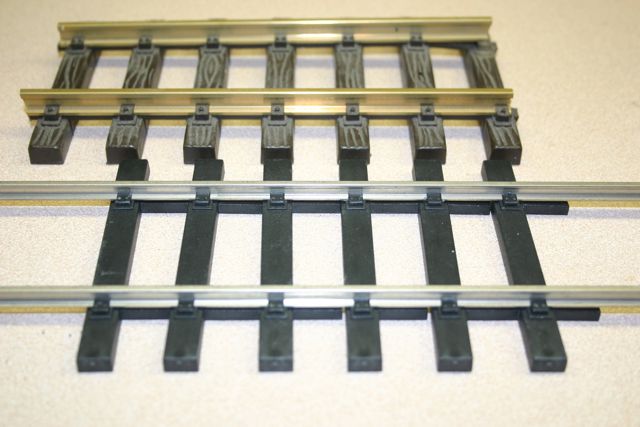
Verwendet wird wie erwähnt ein Code215 Profil. Zum Anfang war das Messingprofil, leider ist die besagte günstige Quelle (wurde in Australien hergestellt) in der Zwischenzeit vertrocknet. Deshalb wurde nun auf ein amerikanisches Produkt aus Neusilber umgestellt. Das Neusilber-Profil ist um einiges härter und Handverarbeitung - Feilen und Sägen - braucht etwas mehr Kraft.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Vergleich Code215 und Code332 (LGB)
|
|

|
|
|
|
|
|
|
|
Die Schwellenroste stammen aus kanadischer Fabrikation und die Schwellenteilung kommt dem RhB-Schema ziemlich nah. Man beachte den deutlichen Unterschied in der “Holzmaserung”.
|
|
|
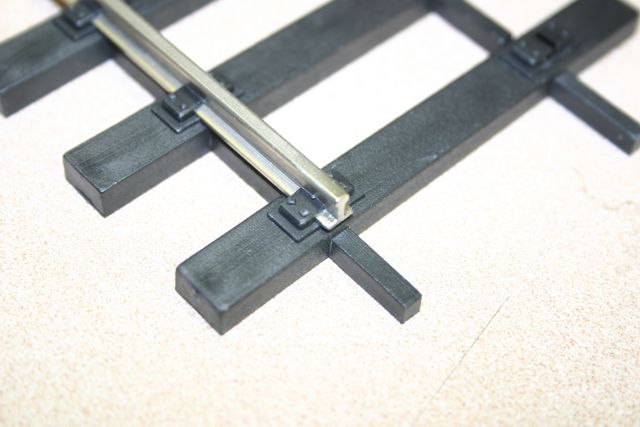
Zum Einziehen der Profile in die Roste werden die Profilenden erstmal am Schleifbock mit der Drahtscheibe behandelt. Das nimmt Gräte, falls vorhanden, und sorgt für eine leichte Anschrägung.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Profilvorbereitung zum einfachen Einfädeln
|
|
|
|
|
|
|
|
|
|
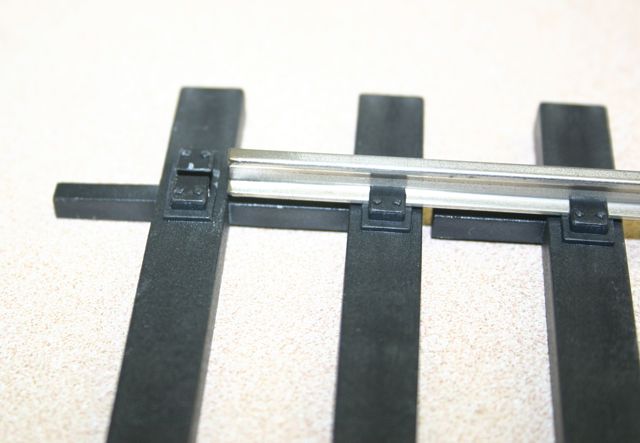
Die Profile passen sehr gut in die Schwellenroste, die Spurweite stimmt genau mit der NEM-MOROP Norm 310 überein.
|
|
|
|
|
|
|
|
Dann gingen die Terog Schwellen zu Ende. Der Hersteller hatte kein Interesse nochmals eine grössere Anzahl zu produzieren weil er ja kein Profil mehr im Sortiment hat. Teil des steten Wandels auch an der Hobbyfront.
|
|
|
Also wechselt man zu Llagas Creek Schwellen und konstatiert dann dass, deren Profil sehr satt in den Schwellenbändern sitzt - angeblich genau der Grund weshalb die meisten Kunden diese als fertiges Flexgleis bestellen.
|
|
|
Dafür muss es eine bessere Lösung geben. Man baut nochmals eine Vorrichtung zum Einfädeln der Schienenprofile ...
|
|
|
|
|
|
|
|

|
Vorrichtung zum Einfädeln
|
|
|
|
|
|
|
Profile werden sehr sauber entgratet ...
|
|
|
... und beim Einfädeln verwendet man viel WD40 damit die Sache gleitet.
|
|
|
|
|
|
|
|
|
|
|
|